

Сфера применения самодельной циркулярной пилы
В процессе строительства нового дома, когда древесный материал используется в большом количестве, самодельной циркулярки будет недостаточно. Да и функционал подобного устройства потребуется более широкий. А вот при выполнении ремонта домашний станок-циркулярка становится незаменимым техническим помощником.
Циркулярная пила, сделанная своими руками, позволяет производить безопасные работы и ускорить процесс строительства
Довольно часто размеры деревянных элементов определяются непосредственно в ходе выполнения работ. Возможность самостоятельно обеспечить процесс необходимыми материалами в значительной степени экономит средства и время. А зачастую и качество деревянных заготовок гарантируется более высокое.
На самодельной домашней циркулярке можно распустить доски на бруски, изготовить планки, рейки, отторцевать заготовки, распилить плиты из древесных материалов на фрагменты необходимых размеров.
Используя самодельную циркулярку, можно изготовить такие виды мебели, как стол, полочка, стеллаж. Подобный стационарный домашний инструмент применим при создании деревянных спортивных снарядов, изготовлении тары и т. д.
При установке на пильный станок диска с определенными техническими характеристиками механизм можно использовать как циркулярку по металлу. Распиливать допускается мягкий алюминий и листы из других видов металла, толщина которых не превышает 2 мм. При работе с более толстым материалом механизм будет перегреваться, провоцируя срабатывание автоматического отключения.
Для заготовки дров и простого распила кусков древесины хватит крепко закрепленного стола с прорезью для пилы
Как сделать циркулярку своими руками: подготовительные этапы работы
Перед тем как поставить точку в вопросе о целесообразности самостоятельного изготовления циркулярки, нужно воочию познакомиться с несколькими подобными устройствами, просмотреть ролики в интернете
В ходе наблюдений и просмотров особое внимание следует обратить на основные элементы, детали, способы крепления. Чтобы понять, как сделать циркулярку, нужны как минимум теоретические знания. Процесс изготовления может реализовываться двумя способами:
Процесс изготовления может реализовываться двумя способами:
- набор элементов будущей конструкции в наличии, необходимо только выполнить сборку;
- составляющие циркулярки необходимо приобрести.
В случае последнего варианта задача несколько усложняется, так как детали и механизмы покупают чаще всего в разных местах, но они должны соответствовать по техническим и функциональным характеристикам.
Схема изготовления циркулярки своими руками
Без чертежа невозможно учесть размеры элементов и подобрать полный комплект. Довольно часто данный этап (чертежные работы) опускается домашними умельцами из-за отсутствия навыка выполнения. Делать этого не стоит, так как вполне достаточно нарисовать пилу. Как минимум это позволит завизуализировать будущий агрегат
Представлять, что получится в итоге, – крайне важно
Только после того, как в наличии будет чертеж или эскиз и все необходимые элементы, можно приступать непосредственно к процессу сборки.
Центробежное литье

Центробежное литье — это процесс, позволяющий получать высокопрочные отливки. Такую технологию выбирают для таких изделий, как корпуса компрессоров реактивных двигателей, гидравлических компенсационных колец, многих изделий оборонного назначения.
Этапы процесса центробежного литья начинаются с заливки расплавленного металла в предварительно нагретую головку. Пресс-форма может быть ориентирована либо по вертикальной, либо по горизонтальной оси в зависимости от конфигурации детали.
При вращении формы во время заливки расплавленного металла центробежная сила распределяет расплавленный металл в форме под давлением, в 100 раз превышающим силу тяжести. Комбинация этого давления, контролируемого затвердевания и вторичного рафинирования позволяет получать изделия высочайшего качества.
Когда пресс-форма начинает заполняться, более плотный расплавленный металл прижимается к стенке. Направленное отверждение прочного металла происходит от периферии пресс-формы к каналу, в то время как менее плотный материал, включая примеси, перемещается к внутреннему диаметру.
После затвердевания отливки деталь удаляют из пресс-формы, а остаточные загрязнения, сохранившиеся на поверхности отливки, подвергаются механической обработке – зачистке.
Вариантом технологии является центробежное литье в вакууме. Оно используется, когда точность детали и контроль воздействия атмосферы имеют решающее значение, поскольку некоторые сплавы, в том числе никель-кобальтовые сплавы, реактивны по отношению к кислороду.
Важно: центробежное литьё в вакууме обеспечивает очень высокую надежность изделий, часто используемых в аэрокосмической и военной промышленности.
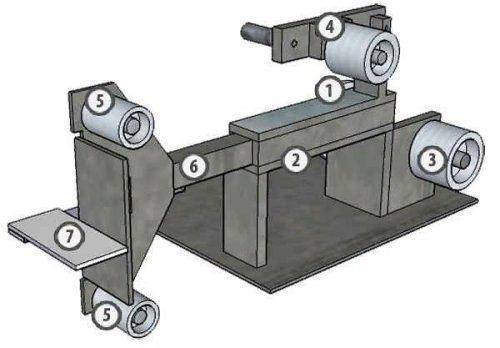
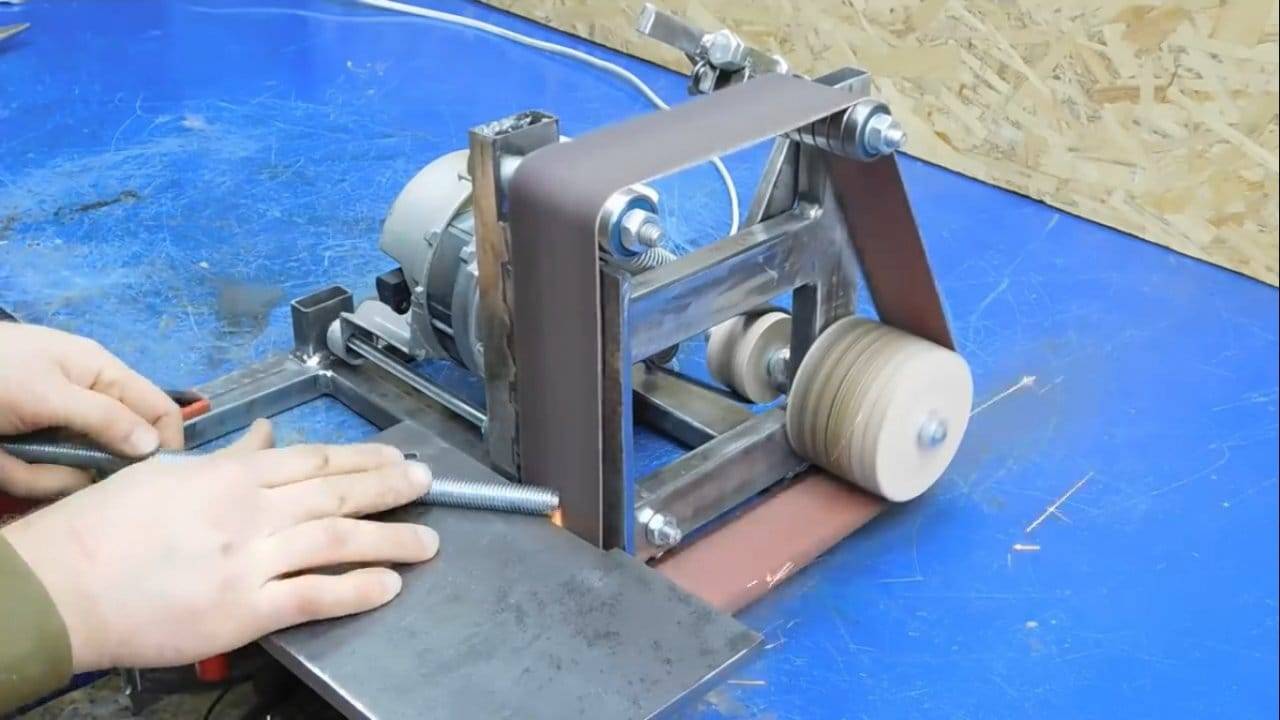
Принципиальная схема конструкции гриндера
В интернете размещено множество изображений 3D-моделей, рисунков, эскизов и даже сборочных чертежей гриндеров различных конструкций. Каждая из них имеет свои особенности, но в принципе все они состоят из нескольких основных компонентов (см. рис. ниже):
- Привод с электродвигателем.
- Станина на устойчивом основании.
- Ведущий шкив.
- Натяжной ролик с механизмом регулировки натяга.
- Направляющие ролики (обычно один или два).
- Устройство перемещения и наклона направляющих роликов.
- Опорный столик.
Перед началом проектирования своего гриндера надо определиться с диапазоном длин шлифовальных лент, которые планируется использовать. От этого параметра зависит как общий габарит и компоновка будущего станка, так и характеристики механизма натяжения и устройства перемещения направляющих роликов. Длина применяемой ленты равняется сумме межосевых расстояний, скорректированной на размеры шкива и роликов, и должна учитывать ходы механизмов регулировки и натяга.





При шлифовке различных материалов необходимо учитывать, что каждый из них имеет свои физические особенности и поэтому должен обрабатываться с определенной скоростью. Предельные скорости шлифования самых распространенных материалов примерно равны (или близки), а вот нижние пределы значительно разнятся (показатели в м/с):
- дерево твердых пород и фанера — 15÷30;
- лаковые покрытия — 5÷15;
- древесина мягких и хвойных пород — 12÷20;
- изделия из углеродистой стали — 25÷30;
- пластмассы — 10÷20.
При изготовлении гриндера своими руками, как правило, в ход идут старые электродвигатели от бытовых приборов (чаще всего от швейных и стиральных машинок), или же в качестве привода используется ручной электроинструмент (дрели и болгарки). То есть домашний мастер заранее ограничен в выборе скорости вращения двигателя, поэтому для него главный расчетный параметр в конструкции своего станка — это диаметр ведущего шкива, от которого напрямую зависит линейная скорость шлифленты.

Диаметр ведущего шкива (в мм) вычисляется по следующей формуле:
Здесь V — это требуемая скорость абразивной ленты в м/с, а N — скорость вращения ведущего шкива в об/мин. Ниже приведена таблица зависимости линейной скорости от этого диаметра.
Выбор и подключение двигателя
Здесь все зависит от мощности агрегата. Лучше всего подходят двигатели с ременным приводом, чтобы обороты передавались непосредственно на пилу. Если планируется установка на циркулярку диска на 35 см, то для его пуска потребуется энергия в 1 кВт. Пила, диаметр которой составит 17 см, работает от 500 Вт.
За количество оборотов двигателя в стиральной машине отвечает таходатчик, контролирующий управленческий модуль. Но так как к циркулярке модуль не подключится, рекомендуется установить регулятор напряжения.
Подключение электрического двигателя считается важным рабочим этапом, и если правильно все сделать не получится, то нормальной работы от циркулярки можно не ждать.
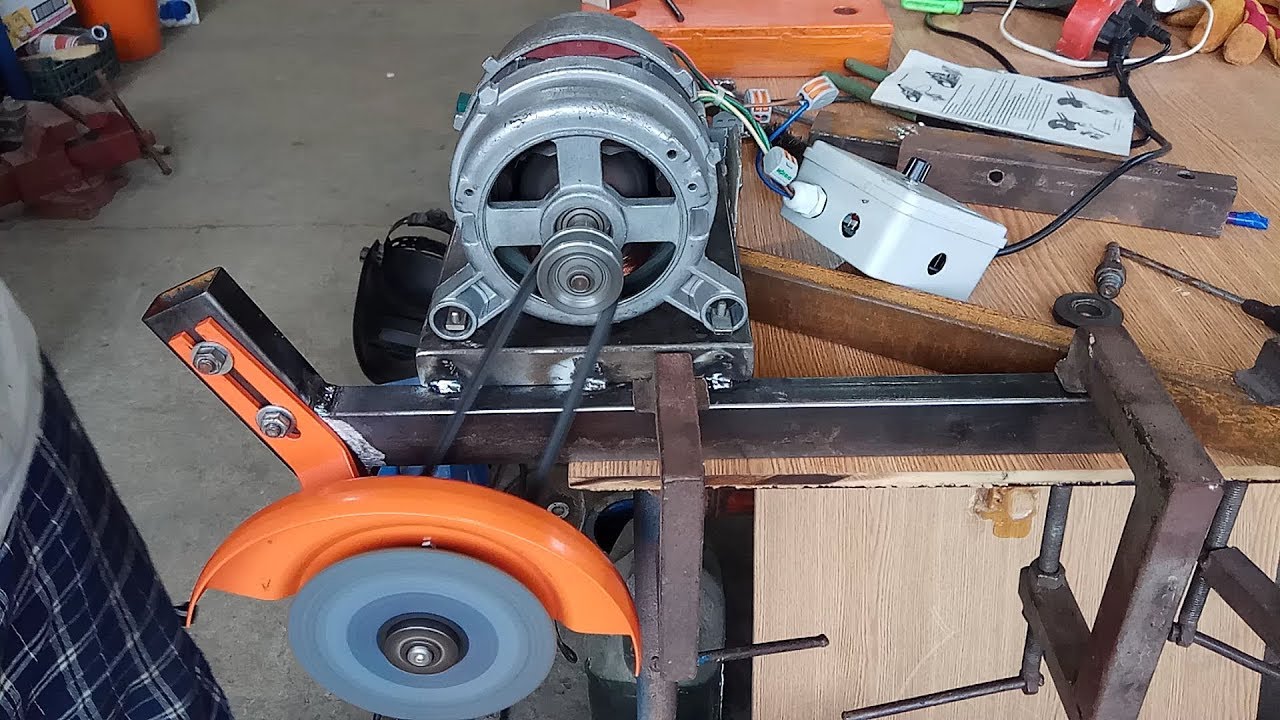
Циркулярка
Вначале потребуется сворить станину из квадратной трубы в виде небольшого прямоугольного столика. По центру него необходимо сварить ушки под вал с креплением под циркулярку. На верхнюю часть станины следует прикрутить столешницу либо вырезанную пластину из листовой стали. Под верхние части станины потребуется сварить основу для двигателя от старой стиральной машинки с установкой впоследствии.
В виде ходовой части представлена ременная передача. На валу моторчика и циркулярки оба шкива имеют канавки, а ремень имеет пазы. Это позволяет ремню не слетать со шкивов во время работы. Для удобства использования и транспортировки этой циркулярки к ножкам станины с одной стороны крепятся два колесика от старой тележки, а с другой стороны — удобная ручка необходимой длинны. К советам по эксплуатации можно отнести правила безопасности при работе с циркуляркой, а также то, что необходимо всегда проверять натяжения ремня. Это сохранит пальцы и остальные части тела целыми.
Изготавливаем механизм
Важнейшим элементом, кроме двигателя от стиральной машины, является самодельный подвижный узел, с помощью которого осуществляется натяжка ленты и регулировка ее положения. Можно купить готовый подвижный механизм для такого станка или заказать его изготовление у мастеров, но тогда стоимость готового изделия будет приближаться к цене заводского гриндера, что, конечно же, неприемлемо. Так что мы попробуем изготовить эту важнейшую деталь своими руками. Какие материалы потребуются:
- несколько кусочков уголка 30 мм, один длинный – 40 см и два коротких 15 и 25 см;
- два длинных болта и с десяток гаек;
- шпилька;
- пружина на болт;
- полоска металла 30х100 мм;
- короткие болты, шайбы, гайки.
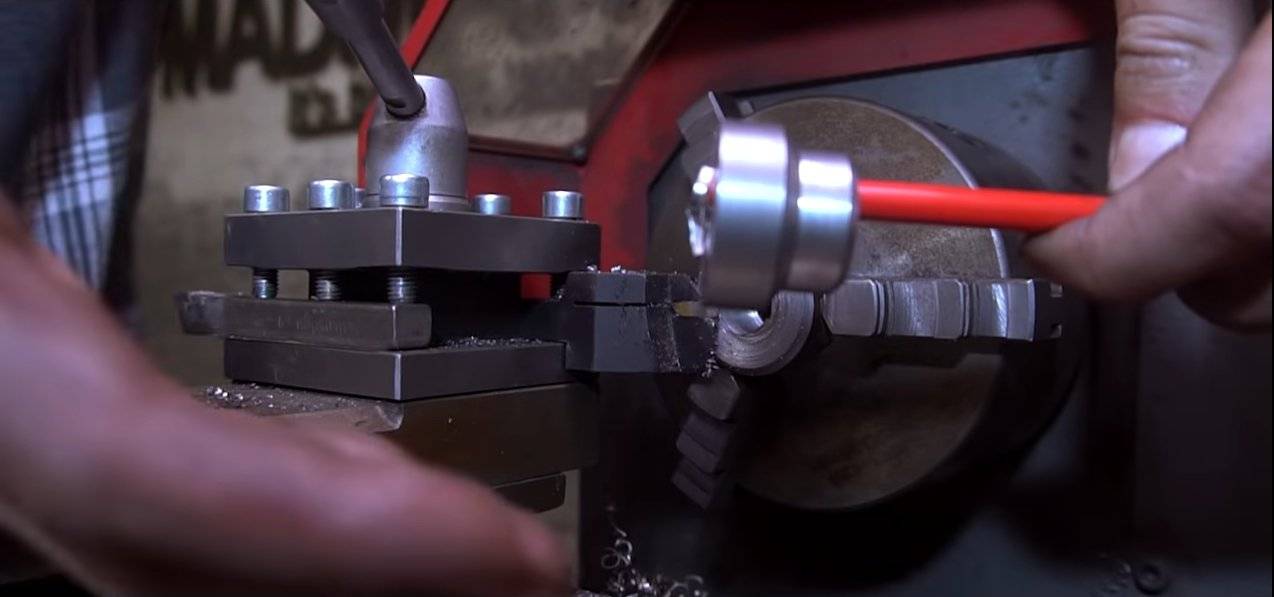
Детали валика пришлось вытачивать на токарном станке. Их вы можете видеть на рисунке ниже. Два подшипника, гайка, сам валик и своеобразный вал.

Соответственно из инструментов нам потребуется: токарный станок, болгарка, дрель, электросварка, гаечные ключи, плоскогубцы и «ангельское терпение». Делаем следующее. Привариваем уголки и пластины друг к другу так, как показано на рисунке ниже. В торец конструкции вставляем болт с пружиной. Данный болт нам потребуется для регулировки натяжения ленты.

Далее в верхней части основного уголка просверливаем отверстие, вставляем в него короткий болт и прикручиваем короткий кусочек уголка. Это кусочек должен слегка двигаться из стороны в сторону и к нему в свою очередь будет прикреплен валик с подшипниковым механизмом. Движение этого кусочка уголка впоследствии позволит регулировать положение ленты.

Собираем механизм валика и прикручиваем его к уголку. Слишком затягивать не нужно, чтобы валик крутился свободно, но и соскочить валик с подшипниками также не должен, поэтому прихватываем подшипники к валику сваркой, а на торцы вала закручиваем контргайки. Под валиком в уголке нужно будет просверлить еще одно отверстие и закрепить в нем шпильку, на одном конце которой нужно закрутить две гайки, а другой конец будет упираться в основной уголок
Очень важно чтобы шпилька закручивалась и выкручивалась по резьбе

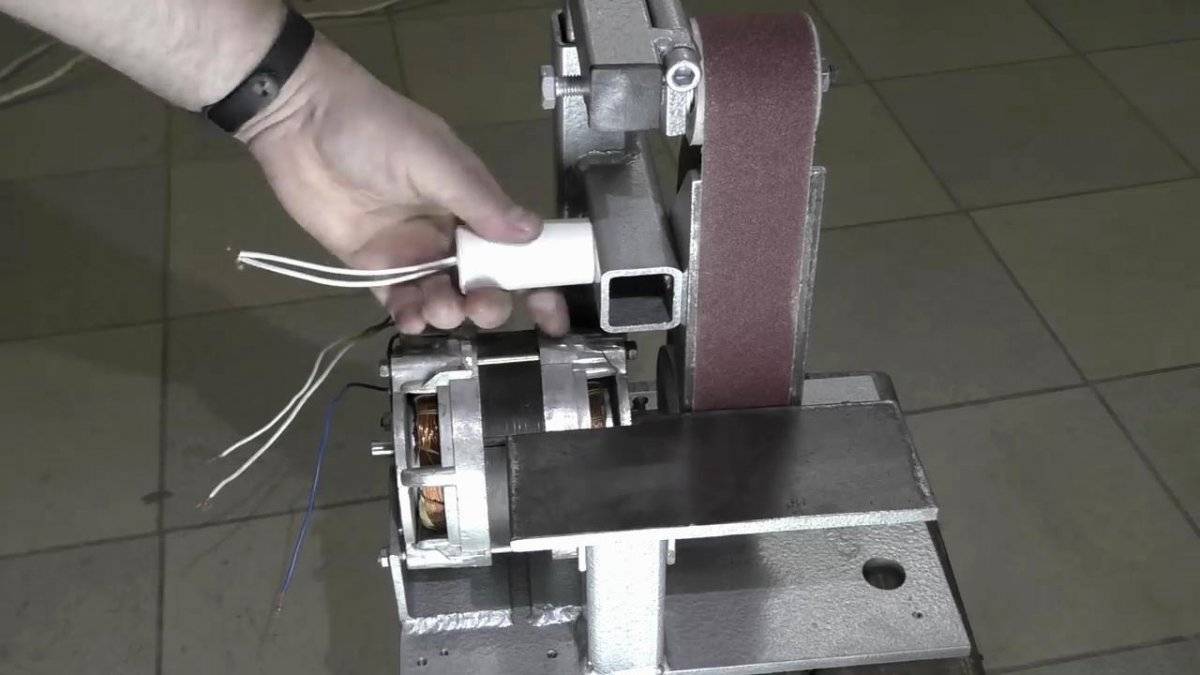
Приваренный перпендикулярно основному уголку короткий уголок с прикрученным к нему кусочком ДСП служит направляющей, а главное защищает руки мастера во время регулировки движения ленты
Для безопасности это важно, поскольку самодельный гриндер регулируется шпилькой, которая расположена в опасной близости с активно двигающейся лентой. Ну, вот и все, механизм готов, теперь можно подключить двигатель, одеть на его вал втулку, соединить это все с подвижным механизмом и начинать испытания

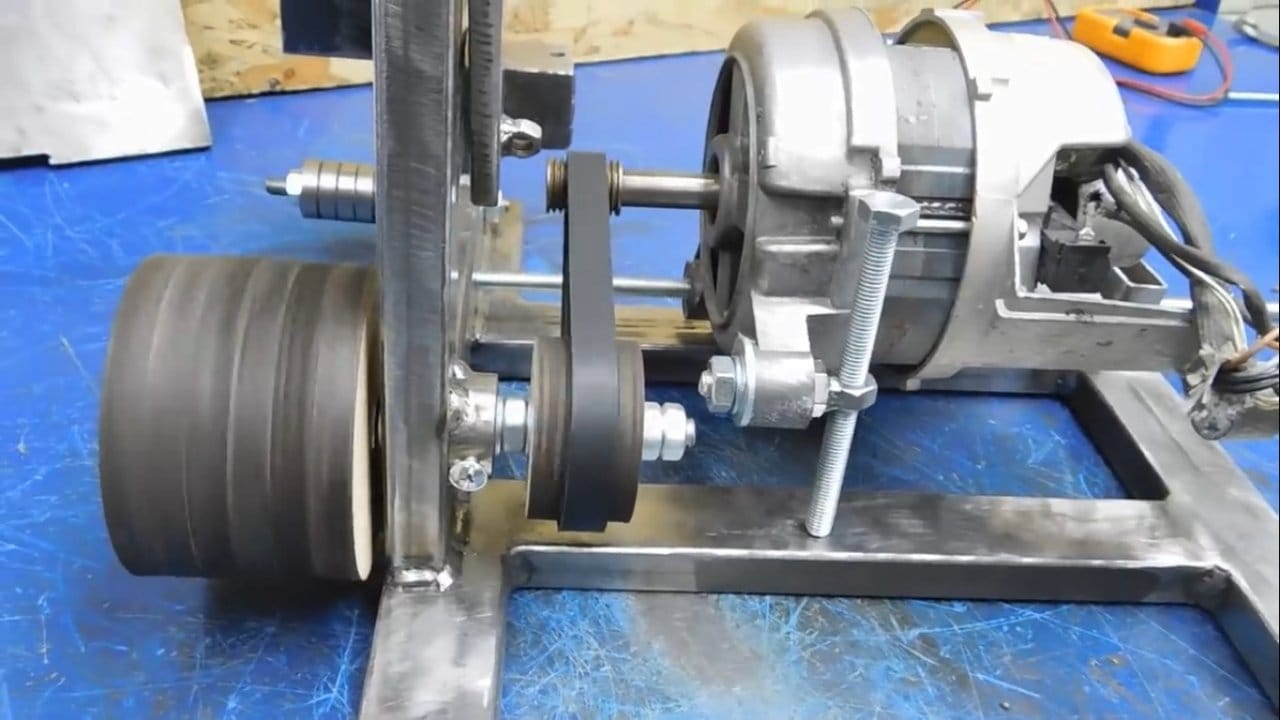
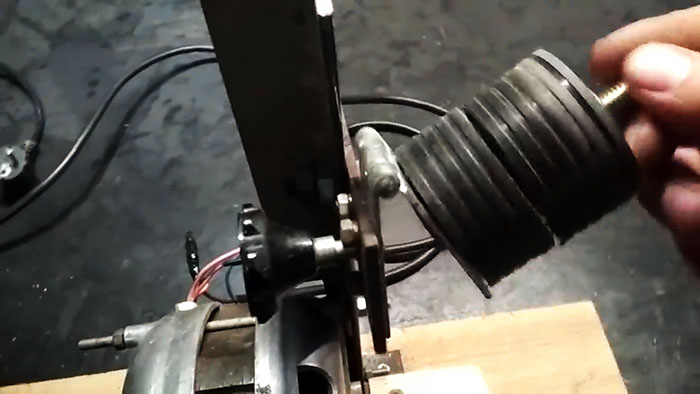
Двигатель и вал
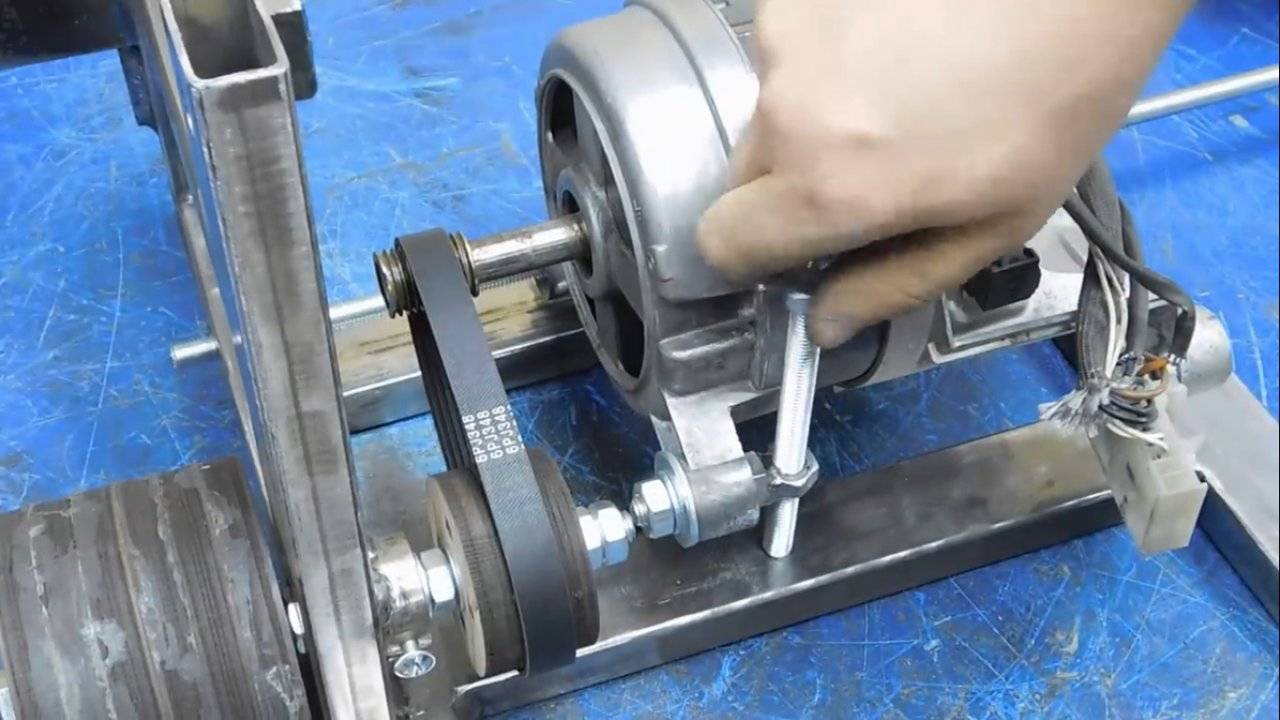
О том, как подключить двигатель от стиральной машины мы уже довольно много говорили и не станем повторяться. Перейдем сразу к следующему и финальному этапу сборки гриндера. Подключим двигатель от старой полуавтоматической стиральной машины. Защитим корпус двигателя листом тонкой жести и закрепим его на подходящую станину. В нашем случае мы сварили станину из уголков, но вы можете закрепить двигатель прямо на верстаке.

Как видите, мы взяли двигатель сразу с длинным валом, но если у вас в наличии обычный двигатель от стиральной машины с коротким валом, то придется что-то придумывать и увеличивать его длину. На рисунке выше вы видите, что на вал двигателя одета особая деревянная втулка, которую мы выточили на станке. На эту втулку мы оденем ленту гриндера. Подвижный механизм, который мы сделали ранее, закрепим чуть выше двигателя. В итоге получится станочек, который вы можете видеть на рисунке ниже.

В заключение, отметим, гриндер из двигателя стиралки сделать непросто, но если есть желание и чешутся руки, то можно потратить пару дней и смастерить нечто подобное тому, что было представлено на ваш суд в данной публикации. Главное не спешите и помните о технике безопасности, удачи!









Интересное:
- Как сделать станок из двигателя от стиральной машины
- Шлифовальный станок из мотора от стиральной машины
- Как сделать сверлильный станок из двигателя от…
- Токарный станок по дереву из двигателя от стиральной машины
- Двигатель от стиральной машины на велосипед
- Ветрогенератор из двигателя стиральной машины
Комментарии читателей
Поделитесь своим мнением — оставьте комментарий
Как сделать токарный и фрезерный станок из стиральной машины

Главная » Станок » Токарный станок из двигателя от стиральной машины
Хоть в профессиональной мастерской, хоть в обычном гараже нередко требуется для каких-нибудь хозяйственных надобностей точно насверлить несколько отверстий в металле, дереве и других материалах.
Обычная бытовая дрель для этого может не подойти, особенно когда нужна повышенная точность. На помощь может прийти сверлильный станок из стиральной машины, а точнее из двигателя стиралки, который можно сделать своими руками. Он обойдется вам совсем недорого.
Именно об изготовлении такого станка пойдет речь в статье.
Основные детали
Прежде чем собирать сверлильный станок с применением двигателя от стиральной машины, необходимо четко уяснить правила техники безопасности, как при сборке, так при последующей эксплуатации подобного оборудования.
Помните! Работа с самодельным сверлильным станком может быть опасна для жизни и здоровья! Будьте предельно внимательны и не забывайте, что при отсутствии необходимых навыков не стоит браться за изготовление таких агрегатов. Мы не призываем всех делать и использовать сверлильные станки и приводим данную информацию лишь в ознакомительных целях.
Итак, какие детали нужны для изготовления сверлильного станка? Условно все необходимые детали станка можно разделить на 3 группы: двигатель и приводной механизм, станина и механизм движения дрели в вертикальной плоскости, электронная начинка. В первую группу входят:
- коллекторный электромотор от стиральной машины автомат;
- шкив двигателя;
- шкив на вал дрели;
- клиновидный ремень.
Детали второй группы:
- стальной уголок 50 мм;
- стальная балка 30х60х30 см;
- квадратный лист металла 40х40 см;
- стальные скобы;
- старая рулевая рейка от ВАЗа восьмерки;
- крепеж;
- вал сверла;
- подшипники 6003 2RS;
- подшипники 8103;
- патрон от дрели;
- самодельная вертушка из трех шпилек, сваренных между собой.
И, наконец, детали третьей группы представлены электронной начинкой, которая будет управлять оборотами двигателя, чтобы сверлильный станок работал стабильно без сбоев. Проще всего использовать готовую микросхему TDA 1085, хотя могут быть и другие варианты.
Механизм станка
Изготавливая сверлильный станок из двигателя стиралки и других моторов, самоделкины уже давно уяснили, что проще добиться желаемого, используя как можно больше стандартных штатных деталей.
Пусть это сделает конструкцию несколько дороже, зато она будет надежнее и дольше прослужит, а главное собрать ее будет проще. Яркий пример – использование рулевой рейки от ВАЗа при изготовлении подвижного механизма.
В сущности это и есть подвижный механизм, остается лишь придумать ему достойное обрамление.
На картинке выше вы видите начальный этап изготовления механизма сверлильного станка. Стальную балку мы надежно привариваем к листу металла, создавая, таким образом, надежную и крепкую станину. К стальной балке расположенной вертикально мы прикручиваем на болты со скобами рулевую рейку от ВАЗ 2108 так, как показано на рисунке.
Далее нетолстую стальную шпильку мы режем на 5 частей и свариваем из них вертушку. Можно купить готовую штатную вертушку от любого станка подходящих размеров.
В данном случае у нас сразу возникли проблемы с креплением вертушки, и нам пришлось прорезать небольшую выемку в основании стальной балки.
Переходим к более сложному этапу, а именно к изготовлению основы подвижного механизма и частей самого механизма, без которого сверлильный станок не сможет функционировать. Отдельно эта часть станка демонстрируется на рисунке выше.
- Из обрезков уголка надо сделать прямоугольную раму с припуском с одной стороны, для крепежных элементов. На эти большие болты одеты подшипники, благодаря которым данный важнейший элемент конструкции как по рельсам будет двигаться вверх и вниз по балке.
- К раме сбоку привариваем еще один обрезок уголка, в котором нужно просверлить отверстие под болты. Ими рама прикручивается к подвижной рулевой рейке.
- Из двух обрезков уголка свариваем квадратный профиль, в тело которого мы вставим вал сверла с подшипниками. Соответственно с одной стороны на вал будет одет патрон, а с другой шкив.
Технологии производства
В качестве шихты для получения бронзы используются либо чистые металлы, либо готовые сплавы в чушках. Первый вариант встречается реже, чаще применяется для дорогих деформируемых бронз. Второй же охотно применяется для получения литьевых сплавов.
Плавка на основе чушек
Плавка по такой технологии включает 4 этапа: загрузка, расплавление, перегрев, рафинирующе-дегазирующая обработка.
Важным условием плавки вне зависимости от того, какой тип печи используется, является минимальный срок процедуры. Чем меньше время плавки, тем меньше риск насыщения сплава газами и ниже угар цветного металла.
- Загрузка – для этого используют графито-шамотные или графито-карборудные тигли. Перед использованием их просушивают и прокаливают.
- Расплавление начинают с плавки меди, которую загружают по частям или полностью. Медь плавят как можно быстрее под слоем древесного угля. Добавляют фосфористую медь. Добавка фосфора обеспечивает получение жидких фосфатов, которые удалять из сплава значительно легче. После этого в тигли вводят олово и другие компоненты сплава, если они предусмотрены по рецептуре.
- Перегрев – расплав нагревается до 1150–1200 С. Оловянную бронзу выплавляют с покровом древесного угля или угля с солями. Если исходное сырье загрязнено кремнием, магнием, алюминием используют жидкие солевые флюсы.
- Дегазация – очистка от газовых примесей в основном от водорода. Для этого применяют продувку расплава осушенным аргоном или азотом. Время процедуры составляет от 3 до 10 минут в зависимости от величины печи.
Как правило, в процесс изготовления включается этап модифицирования с целью улучшения механических свойств бронзы. Методы определяются составом продукта и его назначением.
Литниковые системы
Медные сплавы создают довольно высокое металлостатическое давление, поэтому отливка из бронзы включает ряд особенностей. Привычные песчаные формы для медных сплавов не годятся, поэтому используют формовочные смеси с повышенным содержанием глины.
Заливка формы осуществляется при температуре в 1100–1200 С. При этом может появиться металлизированный пригар, который сложно удалить. Риск тем выше, чем больше содержание фосфора в бронзе и чем выше температура отливки. Отказаться от добавки фосфора нельзя: вещество повышает жидкотекучесть сплава, что, в свою очередь, обеспечивает плотность отливки и малую усадку. Так что проблему решают добавлением к формовочной смеси углеродсодержащих компонентов – сланцевых смол, например.
Для отливки применяют специальное оборудование – литниковые системы. Выбор температуры процесса зависит от конструкции системы, также как и от массы и конфигурации отливки.
Чтобы обеспечить высокую плотность отливок применяют метод направленного затвердевания при помощи холодильников. Скоростное охлаждение уменьшает пористую зону и увеличивает толщину литейной корки.
О плавке бронзы из латуни поведает данное видео:
Литье в металлические формы
Этот метод чаще используется для получения отливок из оловянной бронзы. Основное отличие – применение металлических форм для литья – кокиль. Это обуславливает более высокую скорость затвердевания, соответственно, высокую плотность отливки.
Кокиль отливают из чугуна, стержни изготавливают из стали. Сложные полости выполняют при помощи оболочковых песчаных стержней. Перед заливкой форму смазывают смесью машинного масла с 6% графита.
Заливку осуществляют в формы, предварительно нагретые до 150–250 С. Отливки извлекают из формы как только последние приобрели достаточную механическую прочность, таким образом уменьшается усадочное напряжение.







Центробежное литье
Таким образом получают до 37% всех заготовок в станкостроении. Способ одинаково годится и для крупных, и для мелких деталей.
Используют для этого горизонтальные центробежные машины, в которых стальная изложница размещается на нескольких роликовых опорах. Отливка производится в изложницу, снаружи последняя охлаждается водой.
Мелкие детали отливают на машинах консольного типа.
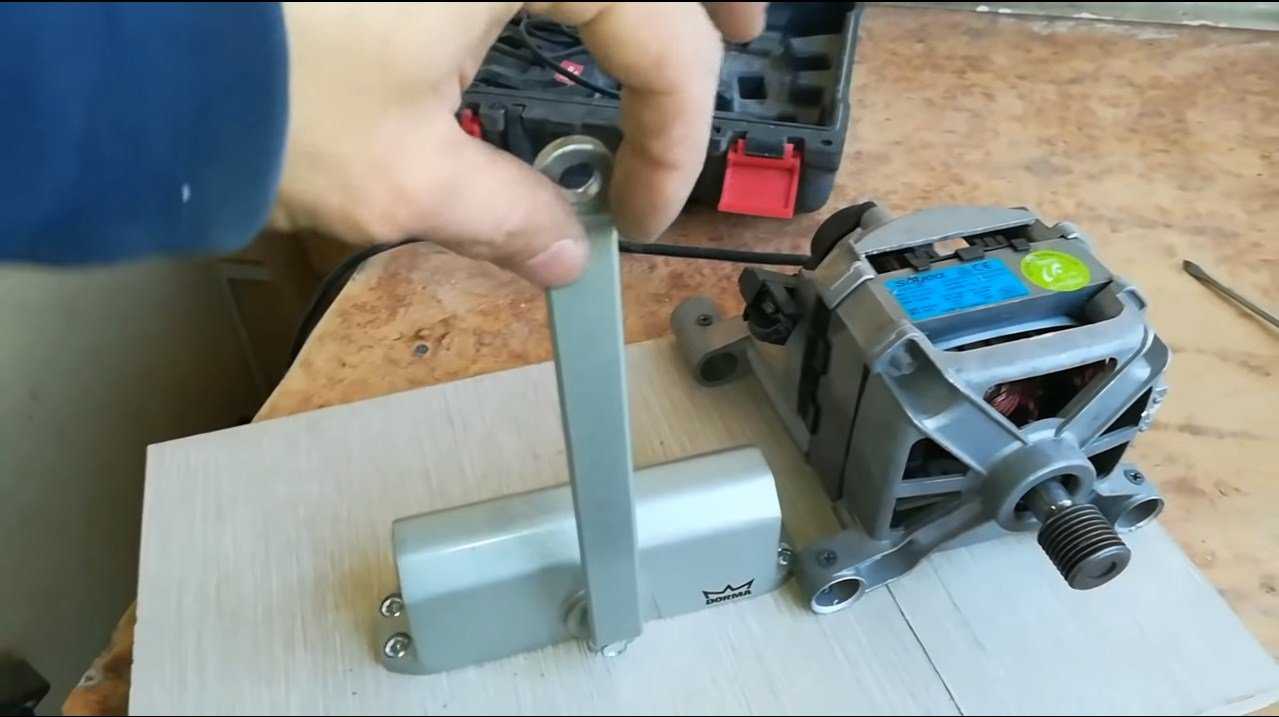
Сборка устройства и меры безопасности
После сборки конструкции устройства надо установить прибор на верстак. Это можно сделать посредством кронштейна от стиральной машины. Его нужно прикрепить к верстаку при помощи болтов.
С другой стороны двигатель опирается на угол для поддержки его горизонтально. Этот угол имеет специальный вырез, который соответствует форме двигателя.
Можно уменьшить вибрацию прибора во время работы. Для этого надо надеть на уголок специальную окантовку, выполненную из куска резинового шланга.
Для соблюдения мер техники безопасности во время заточки надо изготовить для прибора металлический кожух. Его делают из листового металла толщиной 2-2,5 мм. Для этого нужно вырезать из металла полосу и свернуть ее полукольцом.
Под абразивным камнем надо установить кусок оцинкованного листового металла, который будет защищать от искр верстак в процессе работы аппарата.
Работы по заточке инструментов на самодельном наждаке надо выполнять в защитных очках и соблюдать все необходимые меры безопасности.
Можно изготовить специальные приспособления для точила. Нужно приготовить оргстекло толщиной 5 мм. Его прикрепить навесками к кожуху мотора. Это стекло должно откидываться на 180°.
Для удобства выполнения работ надо сделать подручник. Он необходим для упора обрабатываемого инструмента.
Если следовать данной инструкции, то можно самостоятельно изготовить электрический наждак, который будет успешно обрабатывать необходимые инструменты и прослужит очень долго. При работе прибора обязательно соблюдать меры безопасности.
Подбор электродвигателя
Чтобы сделать наждак самостоятельно, в первую очередь необходимо подобрать подходящий электродвигатель. Чаще всего это мотор от стиральной машины старого образца, например, Малютки — он как нельзя лучше подходит для этой цели. Такой мотор отвечает определенным требованиям: его мощность в пределах 100-200 Вт, а число оборотов не превышает 1500 оборотов в минуту. Если частота вращения будет больше, то возникнет опасность разрушения абразивного круга.

Чтобы сделать самодельный наждак, можно применить и любой другой электродвигатель. Он должен отвечать определенным параметрам.
- Вращение вала должно быть минимальным. Лучше всего подходят моторы, имеющие не более 1 000 оборотов в минуту.
- Мощность двигателя должна быть в пределах от 100 Вт до 1 Квт. Чаще всего используются моторы мощностью 400 Вт.
- Желательно, чтобы он имел лапы для крепления.
- Лучше всего подходит однофазный или асинхронный мотор, рассчитанный на включение в сеть 220 вольт.
Советы по работе
Стоит принять во внимание следующие советы от профессионалов:
- самодельная циркулярная пила предназначена для бытового использования; она способна обрабатывать небольшие объемы пиломатериала с периодическими перерывами в работе;
- если инструмент востребован часто и объемы работы большие, в таком случае стоит рассмотреть вариант приобретения профессионального оборудования;
- не нужно пилить насильно, если материал не идет; для более мощного инструмента соответственно нужен двигатель мощнее.
Как сделать циркулярную пилу из двигателя стиральной машины, смотрите в видео ниже.





